Features
Alignment, Fault Finding, and Performance Instability in a Non-Contact Sorter BHX8, MAN8 and SXW2 - Client Amazon UK
Amazon UK introduced new Non-Conveyable and SWA Sorter systems as part of a wider operational rollout across BHX8, MAN8 and SXW2. The engagement was commissioned to provide high-level project consulting, operational review, and structured defect examination during commissioning and early operation. The objective was to assess whether the systems were performing in line with their intended design and to identify the causes of unreliable performance, open snags, and recurring sorting defects.
Client ChallengeThe review focused on more than whether the equipment could simply run. The key question was whether each sorter was operating as designed, with parcels presented correctly for scan, sort, divert, and reject handling, and whether defects seen in live operation were linked to commissioning settings, integration issues, parcel flow, software timing, or hardware arrangement.
At MAN8, this was particularly important because the system formed a critical part of the review and was assessed in detail against live observations, snagging issues, and the operating philosophy set out in the Operations & Maintenance manual.
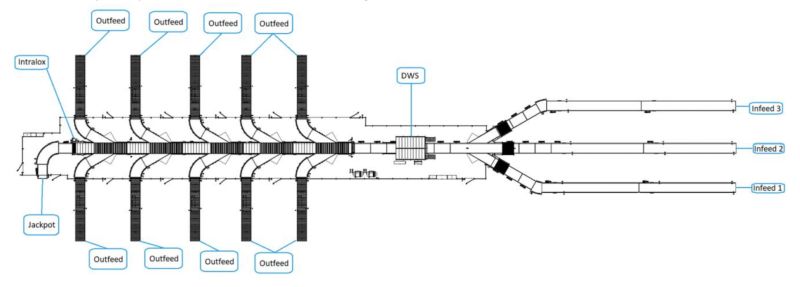
System ContextThe MAN8 sorter was designed as a three-infeed sortation solution, automatically merging parcels onto a main line before scan, sort, and divert. According to the O&M manual, the system included:
- three infeed conveyors with singulation and gapping,
- a camera tunnel for barcode, dimension, and weight capture,
- an Intralox sorter with five rack-and-roll sections,
- ten outfeed lanes, plus a jackpot destination for errored parcels.
The design throughput was up to 5,000 parcels per hour, depending on parcel profile, across a mixed product range including cartons, envelopes, jiffies, smart packs, infinity bags, and hard-to-convey items.
Scope of ExaminationThe consulting review examined the full operating sequence, including:
- infeed behaviour and merge control,
- singulation and gapping performance,
- scanner presentation and parcel orientation,
- sorter divert timing and outfeed performance,
- jackpot handling and blocked PEC behaviour,
- interaction between software logic and physical conveyor movement,
- the status and impact of open commissioning snags.
A key part of the assessment was whether parcels were being presented in line with design intent: single file, adequately gapped, labels facing upward toward the camera, and transferred consistently onto the skew for reliable scan and sort performance.
Key FindingsAt MAN8, the review identified three principal defect areas affecting reliability:
1. Merge instability
Parcels entering from the offset infeeds were rotating onto the main line, contacting side barriers, losing momentum, and colliding with other parcels. Poor spacing made this worse, creating jams, mis-reads, and mis-sorts. Stop-and-queue behaviour also introduced instability, with some parcels tipping or rolling back and longer items not receiving enough separation.
2. Mistimed diversion to outfeeds
During live operation, parcels were observed diverting either too early or too late into the outfeed fingers. In one case, a parcel diverted too early and fell to the floor. This indicated a likely timing or configuration issue between sort logic, parcel tracking, and the physical divert zones. Because the system relies on accurate scan-to-destination timing, this defect had a direct impact on sorter reliability.
3. Jackpot congestion and poor reject handling
Parcels reaching the end of the sorter were dropping into the jackpot conveyor, changing orientation, landing on one another, and jamming at the curve. As the jackpot was intended to handle errored parcels and was linked to blockage monitoring, poor jackpot performance was not isolated; it created a knock-on effect on upstream availability, recovery, and overall system flow.
The review concluded that the dominant causes were not random equipment failures, but primarily configuration, flow, and integration defects. At MAN8, the root cause summary attributed:
- merge issues to software configuration,
- outfeed mis-sorts to software configuration,
- jackpot issues to a combination of software and parcel gapping.
This shifted the discussion from isolated fault-finding to a broader requirement for system optimisation, validation of operating philosophy, and close engineering ownership of unresolved commissioning snags.
OutcomeThe engagement provided Amazon UK with a structured defect map and root-cause-led view of system performance across a wider multi-site rollout. At MAN8, the recommendations included:
- adjustment of merge timings,
- further engineering review of parcel rotation causes,
- review of outfeed timing configuration,
- reduction of the drop into jackpot,
- improved parcel support through the jackpot curve,
- consideration of physical modification to the jackpot layout.
Overall, the work gave Amazon a practical basis for corrective action, commissioning closeout, and operational stabilisation across its Non-Conveyable and SWA Sorter deployment.

Super Sorter Transfer Plate Upgrade Programme Across BCN1, BLQ8, BRS2 and MAN2 Client Amazon EU
A multi-site installation programme was delivered to implement over 1,000 segmented transfer plates across four Super Sorter systems in fulfilment centres located in the UK and Europe: BCN1 (Spain), BLQ8 (Italy), BRS2 (UK), and MAN2 (UK). The project was undertaken to improve transfer performance, reduce parcel handling issues at critical transition points, and support more reliable sorter operation across high-throughput environments.
Client ChallengeIn high-volume fulfilment operations, transfer points are a common source of parcel instability, product damage, and flow interruption. Existing arrangements at the Super Sorter locations created a need for upgraded transfer interfaces that would improve product support and reduce the risk of snagging, catching, or unstable movement between conveyor zones.
The challenge was not only technical, but operational. The work had to be delivered consistently across multiple live sites, with installation quality, programme control, and execution standards maintained while minimising disruption to ongoing operations.
Project ScopeThe programme covered the supply coordination, installation, and implementation of more than 1,000 segmented transfer plates across the four fulfilment centres. The scope included:
- site coordination and installation planning,
- phased installation across multiple sorter locations,
- management of installation activity within live operational environments,
- consistency of fitment and quality across all sites,
- support for improved transfer performance on Super Sorter systems.
Given the scale of the programme, the work required careful sequencing and close coordination between site teams, engineering support, and operational stakeholders.
Delivery ApproachThe installation was delivered as a multi-site rollout, with a consistent approach applied across each location while allowing for site-specific operational constraints. Works were planned to support safe access, efficient execution, and controlled implementation within active fulfilment centres.
Particular emphasis was placed on:
- installation consistency across all four sites,
- maintaining programme momentum across UK and EU locations,
- minimising operational disruption during the works,
- ensuring each transfer plate was installed to the required standard.
This approach enabled the project to be delivered at scale while maintaining quality and alignment across geographically separate facilities.
Key AchievementsThe project successfully delivered:
- installation of 1,000+ segmented transfer plates,
- implementation across four fulfilment centres in two regions,
- a coordinated rollout covering Spain, Italy, and the UK,
- improved transfer point support across Super Sorter systems,
- a repeatable installation model for multi-site deployment.
The scale of the programme demonstrated the ability to manage both the engineering detail of the installation and the logistical complexity of delivery across multiple operational sites.
OutcomeThe completed installation provided Amazon with an upgraded transfer solution across four major fulfilment centres, supporting improved parcel transition through the Super Sorter systems and reducing risks associated with poorly supported transfer points.
Beyond the physical installation itself, the programme showed the value of a structured, multi-site delivery approach, combining installation management, execution consistency, and operational coordination across international locations.
Complex Multi-Level Mezzanine Solution Built Around Existing MHE Infrastructure Client Gousto - Warrington
Client: Gousto
Location: Warrington
Project Type: Design, manufacture and installation of a multi-level mezzanine access structure within a live cold-store production environment
Global Approved Solutions delivered a complex mezzanine build for Gousto Warrington to support access, maintenance and operational intervention around conveyor and motor locations within an already fully operational, high-hygiene cold-store warehouse. The project included concept design through to full installation, with the new structure carefully integrated around existing material handling equipment and linked to current mezzanine and conveyor infrastructure.
Client ChallengeGousto required a safe and practical access solution in a restricted operating environment where maintenance teams needed to take action on motor changes and breakdowns without compromising the surrounding system. The key challenge was that the new access arrangement had to be delivered inside a live warehouse operation, within a cold-store, hygiene-controlled setting, and fit around existing MHE equipment, waste conveyors and mezzanine structures. This made it a highly constrained project both spatially and operationally.
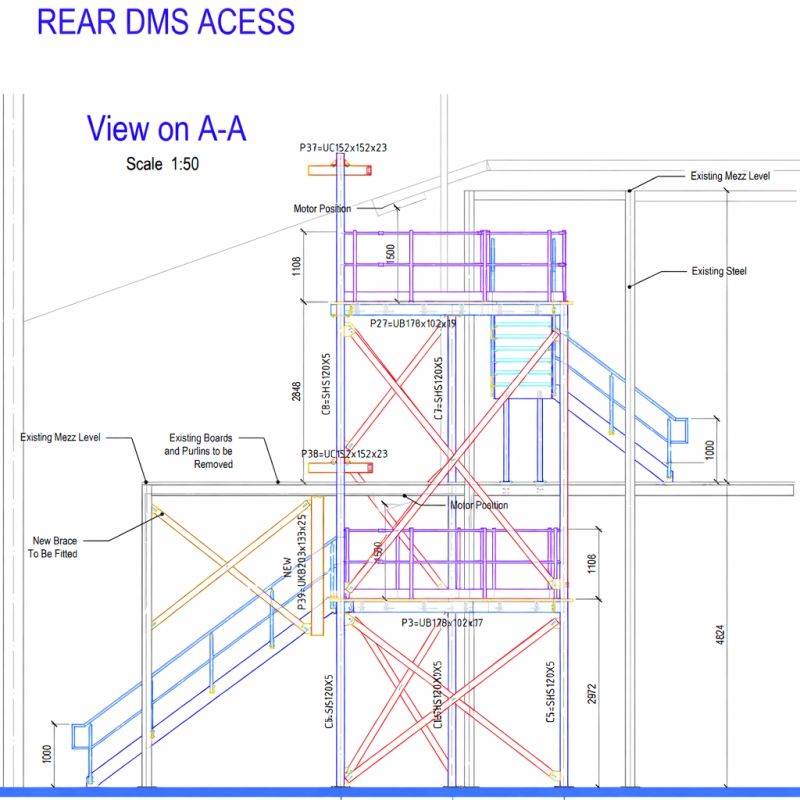
The as-built drawings show the new structure positioned around existing waste conveyors, tied into existing steel, and coordinated with several marked motor positions, demonstrating that the design was driven by access and intervention needs rather than a simple standalone platform. The drawings also show existing boards and purlins requiring removal in places, as well as new bracing and structural tie-ins, reinforcing the complexity of building within an established MHE environment.
Scope of WorkThe project covered the full lifecycle from concept and design development through to installation of a three-tier mezzanine access platform and associated structural works. The uploaded as-built drawings show two key areas of delivery:
- Rear DMS Access, providing multi-level access around existing plant and conveyor areas, including stairs, platforms, bracing and hoist access.
- Tote Infill Conveyor structure, including new mezzanine levels tied into an existing mezzanine and arranged around conveyor and motor positions.
The drawings identify:
- Ground Floor Plan
- New Mezz Level 01
- New Mezz Level 02
- multiple section views
- 3D views
- connection points to existing mezzanine
- motor positions
- hoist provision between levels
- and structural integration with existing steelwork and conveyors.
This was not a standard mezzanine install. The design had to work around active mechanical handling systems and existing building constraints while still delivering safe maintenance access. The as-built Rear DMS Access drawing shows a compact vertical structure with multiple landings, stair runs, guardrailing and bracing arranged tightly around existing conveyors and steel, including marked interfaces with existing waste conveyor, existing steel, and electrical conduit.
Likewise, the Tote Infill Conveyor drawing shows the new build linking into an existing mezzanine, with clearly marked motor positions and a structural form shaped to accommodate conveyor routes and operational clearances. The 3D and section views on the drawing make clear that the solution had to be developed around the plant, not imposed onto an empty space.
Design and DeliveryGAS provided a full solution from initial concept through detailed design and installation, ensuring the structure was suitable for the site’s operational and environmental demands. The mezzanine design notes specify loadings, flooring, steel grades and connection standards, including:
- mezzanine loading design to BS5950 and BS6399,
- 38 mm flooring specification,
- defined floor loading allowances,
- structural steel grades for primary, column, plate and secondary members,
- and specified fixing standards for beams, columns and handrails.
This reflects a project delivered as a fully engineered access solution, not just a fabricated platform.
OutcomeThe result was a bespoke three-tier mezzanine access platform designed to support maintenance intervention and operational resilience in a live Gousto warehouse. By designing the structure around the existing MHE equipment, conveyors and mezzanine arrangement, GAS enabled safer and more practical access to key motor and conveyor positions while working within the constraints of a high-hygiene cold-store environment
Our certified teams undergo rigorous training, ensuring safe and efficient installations tailored to your project needs.
Highlighted Success Stories for Project Management support
Amazon EU -Steve Webster MSc, CMgr FCMI, MIET
Infrastructure | Real Estate Development | Head Of Design & Construction | Built Environment
November 29, 2024, Steve was Dale’s client
Dale is a exceptional Project Manager, with safety at the forefront of all his work. Working backwards from problems, he ensures the customers needs are always being met, communicating excellently both written and verbal. Designs detailed project plans to meet demanding constraints, a master at providing excellent project updates/reports, adjusting his methodologies to fit site conditions; carefully advising the client on future or potential risks/issues.
With an abundance of leadership experience in the field, Dale leads his projects and teams seamlessly. He has navigated complex, high ambiguity, multi million £ projects within Amazon Transportation Services with ease. A trusted peer, I have full confidence in Dale, he represents my team regularly in high level business meetings and project boards.